











Noticias
Calidad
Tecnología para el área de pintura en el sector automotriz

Innovación y calidad son dos términos muy ligados a la industria, por lo que empresas como ifm cuentan con una amplia gama de equipos que facilitan las tareas de pintado
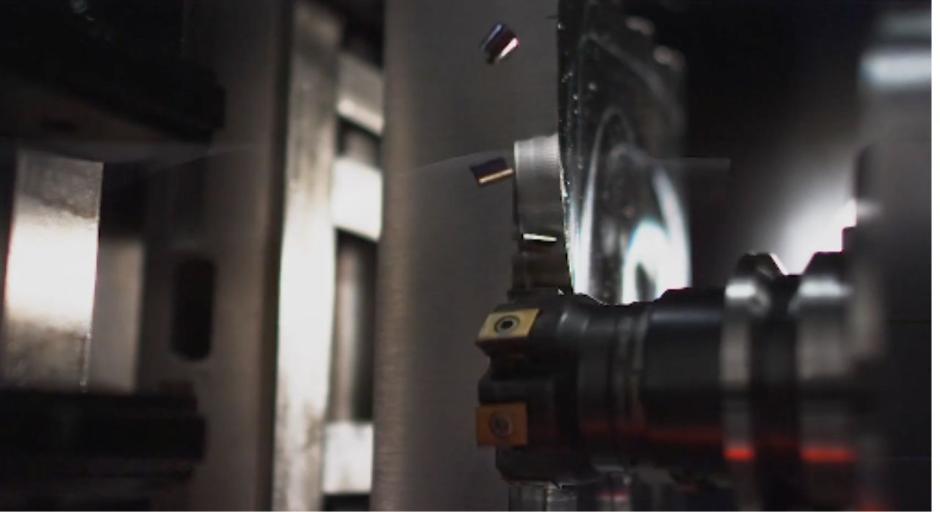
En la industria del automóvil se ponen en práctica las tecnologías de producción más modernas. Los sistemas coordinados entre centros de mecanizado, sistemas de transporte y robots industriales permiten una producción en serie económica y satisfacen al mismo tiempo las necesidades individuales de equipamiento del cliente.
Es así que cada uno de los procesos de la compleja fabricación de vehículos (prensa, chapistería, pintura, motor/transmisión y montaje final) debe funcionar de forma fiable y con una elevada disponibilidad de todas las máquinas e instalaciones.
El área de pintura y sus divisiones
Para poder dar color a una unidad, en primer lugar, las carrocerías deben desengrasarse y limpiarse, tras el tratamiento previo, la chapa de aluminio se lija para que el recubrimiento de pintura sea óptimo. En un baño de pintura catódica (cataforesis) la chapa adquiere la primera protección anticorrosiva. Después se aplica una primera capa de pintura que nivela las posibles irregularidades. Por último, se procede a la pintura de acabado y al barniz protector, que le da el brillo característico a la carrocería.
Una instalación de pintura engloba sistemas de transporte,
diversos baños de inmersión, así como numerosos robots que van aplicando cada capa de pintura.
Sistemas de transporte industrial. Para el transporte de la carrocería en bruto se utilizan sistemas de transportes con skids; esta tecnología permite una disposición horizontal y vertical de sistemas de flujo de materiales, está compuesto por rodillos, mesas giratorias, elevadores excéntricos, transportadores verticales, transportadores transversales y vehículos de desplazamiento. En esta aplicación deben ser detectados y evaluados movimientos y posiciones, tareas para las que están disponibles diversos sensores.
Pretratamiento. El pretratamiento de superficies metálicas antes del proceso de pintura es de gran importancia, ya que estrictas normativas legales exigen la utilización de materiales que respeten el medioambiente, al mismo tiempo que han aumentado los requisitos de calidad de los barnices.
Si falta la capa de conversión o esta es insuficiente, se provoca rápidamente la pérdida de la adherencia de la pintura y comienza a aparecer corrosión; en este sentido, los mejores resultados se consiguen cuando las superficies que se van revestir están limpias, libres de grasa y fosfatadas.
Las instalaciones de pretratamiento modernas funcionan sin disolventes y con procedimientos de química húmeda, y gracias a la tecnología integrada, también son respetuosas con el medioambiente.
Lea tambien: "Demanda de espacios industriales dispara
construcción en el noroeste"
Cataforesis. Es el término utilizado para designar el barnizado catódico por inmersión, un procedimiento electroquímico a través del cual las piezas o carrocerías son pintadas mediante inmersión. Este procedimiento es muy apropiado para el pintado de estructuras complejas y con grandes cantidades.
La cataforesis es un proceso estandarizado de la industria del automóvil para garantizar la protección anticorrosión de las carrocerías de los vehículos.
Tratamiento de aguas. Las instalaciones de pretratamiento y las cabinas de lavado están equipadas con baños activos y de enjuague, los cuales deben estar sometidos a un continuo mantenimiento, ya que son muy importantes para el tratamiento de las superficies. En cambio, los baños activos son renovados en intervalos más amplios de tiempo en función del grado de suciedad.
Sellado y conservación. Si hay algo que nunca le debe pasar a un vehículo es la corrosión desde el interior al exterior. Por este motivo, las cavidades estructurales son selladas, por ejemplo, con cera. Al mismo tiempo, las uniones engatilladas del coche deben ofrecer una estanqueidad absoluta, para que así la lluvia o los lavados con espuma no causen ningún daño. La aplicación automatizada de este tipo de sellado garantiza la elevada calidad en la producción en serie.

Aire fresco y de escape. En las instalaciones modernas con sistema de precalentamiento del aire fresco integrado, el aire del exterior es conducido a través de un intercambiador de calor especial antes de que el flujo de aire llegue a la cámara de calor. El calentamiento del aire fresco conlleva un enorme ahorro de costos de energía.
Robot de pintura. El empleo de robots en los procesos de pintura reduce los costos de producción y aumenta la calidad del producto de forma duradera. Como sabemos, los procesos en la producción se optimizan cada vez más; por lo que el continuo desarrollo y el incremento de la utilización de robots proporcionan un mayor rendimiento en la producción al mismo tiempo que reducen la tasa de desechos. Gracias a la óptima coordinación entre el movimiento del robot y el proceso de pintura se obtiene un resultado de pintado perfecto.
Reciclaje de pintura. Cuando se pintan las carrocerías, se producen pulverizaciones de pintura. Esta pintura pulverizada chorrea por las paredes de la cabina, pudiendo ser recogida para ser integrada en la mezcla de pintura. Tras su filtración, se puede suministrar de nuevo al proceso de pintura. Además, los restos de pulverización en el aire de salida también pueden ser recogidos, ya sea mediante la separación en seco o el lavado con agua.
Lea tambien: "5 errores a evitar en tu plan de mantenimiento"
Generación y distribución de calor. Las instalaciones de pintura requieren gran cantidad de energía térmica; este calor es necesario para el tratamiento previo, el secado y la pintura de las carrocerías y complementos. En esta división, el uso en cascada del calor permite el ahorro de energía gracias a una óptima disposición de las diferentes zonas. También es recomendable disponer de aislantes térmicos en hornos y secadoras.
Asimismo, en los conductos de agua y aire caliente también es necesario garantizar un suficiente aislamiento térmico; mientras que los espacios abiertos entre las distintas zonas térmicas son cerrados mediante puertas rápidas, de este modo, las zonas de calor se protegen mejor frente a un enfriamiento no deseado.
Montaje de complementos/control final. Dependiendo del modelo y objetivo, los complementos no son integrados hasta el proceso de montaje final. La asignación de la carrocería garantiza aquí el posterior montaje de las piezas adecuadas.
Al final del proceso de pintura, la carrocería brilla en el color o combinación de color solicitado por el cliente; a continuación, se realiza un examen visual para detectar la presencia de posibles defectos y, dado el caso, poder subsanarlos realizando los correspondientes retoques.
Ya que los trabajos de retoque son muy costosos y requieren mucho tiempo, los operadores de las instalaciones de pintura intentan obtener una tasa de calidad del 100%, lo que significa que no hay ningún desperfecto en la pintura (los más
comunes son manchas de agua, inclusiones en la pintura
y raspaduras).
En caso de que se produzcan estos defectos, es necesario encontrar las causas de inmediato y corregirlas mediante medidas específicas.
Entre las distintas estaciones existen zonas de evaporación, cámaras de secado o de combustión. Para el funcionamiento seguro de los procesos son esenciales la generación de calor, el tratamiento de aguas, el cuidado del baño de pintura, el suministro de aire fresco y la salida de aire.
Caracterizados por su elevada repetibilidad y precisión de medición, los sensores de ifm electronic contribuyen a garantizar la alta calidad de la pintura en la producción en serie.

Top Tendencia




-
ifm efector
- 81-8040-3535
- www.ifm.com/mx/es
-
Pedro Ramírez Vázquez # 200 P.B. 4 Valle Oriente San Pedro Garza García, 66269, MEXICO, NUEVO LEON
-
-









Otros artículos de interés
October 06, 2025
 October 06, 2025
October 06, 2025
Así es como las mejoras tecnológicas en herramientas de corte optimizan el maquinado
En el mundo del maquinado, cada minuto cuenta. Las empresas metalmecánicas viven
September 02, 2025
September 02, 2025

Soluciones ante la presión energética en manufactura
Los fabricantes en México viven un escenario complejo en el acceso y
August 17, 2025
August 17, 2025

Lubricación automatizada, paso obligado en operación: Perma
En las plantas industriales, la lubricación ha pasado de ser una rutina
August 15, 2025
August 15, 2025

Cuidado ambiental: responsabilidad eslabonada
El cumplimiento de políticas de sostenibilidad en la industria manufacturera se ha
August 13, 2025
August 13, 2025

Limpieza industrial no escapa de la automatización
En la industria, la limpieza de áreas productivas es tan importante como
July 22, 2025
July 22, 2025

Suministro ininterrumpido para la Industria 4.0
La Industria 4.0 representa un salto evolutivo en la manufactura: sistemas físicos,
No te lo pierdas










